
辽源西门子S7-400模块代理商辽源西门子S7-400模块代理商辽源西门子S7-400模块代理商辽源西门子S7-400模块代理商辽源西门子S7-400模块代理商。三菱PLC案例实操】基于FX3U的运料小车控制程序设计
SIMATIC S7-200 (Mao, Dong)
小型可编程控制器
| 6ES7212-1AB23-0XB8 | S7-200CN CPU222,DC/DC/DC,8输入/6输出 |
| 6ES7212-1BB23-0XB8 | S7-200CN CPU222,AC/DC/Rly,8输入/6输出 |
| 6ES7214-1AD23-0XB8 | S7-200CN CPU224,DC/DC/DC,14输入/10输出 |
| 6ES7214-1BD23-0XB8 | S7-200CN CPU224,AC/DC/Rly,14输入/10输出 |
| 6ES7214-2AD23-0XB8 | S7-200CN CPU224XP,DC/DC/DC,14输入/10输出,集成2AI/1AO |
| 6ES7214-2AS23-0XB8 | S7-200CN CPU224XPsi,DC/DC/DC,14输入/10输出,集成2AI/1AO |
| 6ES7214-2BD23-0XB8 | S7-200CN CPU224XP,AC/DC/Rly,14输入/10输出(NPN输出),集成2AI/1AO |
| 6ES7216-2AD23-0XB8 | S7-200CN CPU226,DC/DC/DC,24输入/16输出 |
| 6ES7216-2BD23-0XB8 | S7-200CN CPU226,AC/DC/Rly,24输入/16输出 |

西门子西门子模块授权代理商。上海SIEMEN西门子触摸屏授权总代理商,上海西门子触摸屏授权一级代理商,金华西门子模块授权一级代理商,宁波西门子CPU模块一级代理商、西门子交换机模块,北京西门子电源模块代理商,杭州西门子逻辑控制模块。深圳西门子伺服电机模块代理商,广州西门子DP电缆代理商,西门子变频器代理商,荆门西门子PLC模块授权一级代理商,湖北西门子电线电缆授权代理商,上海西门子S7-200CPU系列代理商,西门子S7-1200CPU系列代理商,西门子西门子模块授权一级代理商,西门子西门子低压一级供应商
一、案例任务控制描述
运料小车运行示意图如图1-1 ,控制要求如下:
(1)按下起动按钮SB1,小车在原位SQ1处,电动机正转,小车前进,前进至SQ2处,撞击行程开关SQ2后,小车电动机反转,小车后退。
(2)小车后退至行程开关SQ1处,撞击行程开关SQ1后,小车电动机停止转动,小车停止。经过30S后,小车第二次前进,前进至行程开关SQ3处,撞击行程开关SQ3,后退返回。
(3)当后退至行程开关SQ1处时,小车停止。
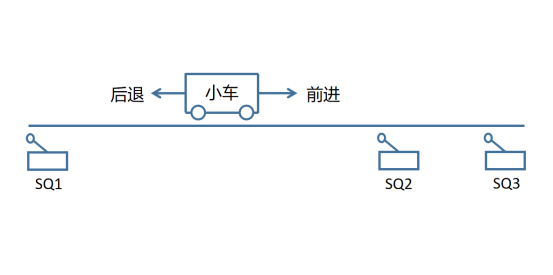
图1-1
任务中的案例基于三菱FX系列PLC的应用案例,在学习本案例前请先自评下是否具备以下基础或已完成相关软件安装准备。
Ø 课程一:《三菱重难点解析之基础篇》
(1)GX Works2软件操作
观看地址:
(2)SFC程序的应用
观看地址:
Ø 课程二:《三菱PLC案例详解之基础篇》
(3)电机自动往返案例
观看地址:
Ø 相关知识
(1)五种编程语言
如图2-1,指令语句表IL、梯形图LD、结构化文本ST、顺序功能图SFC、功能块图FBD。
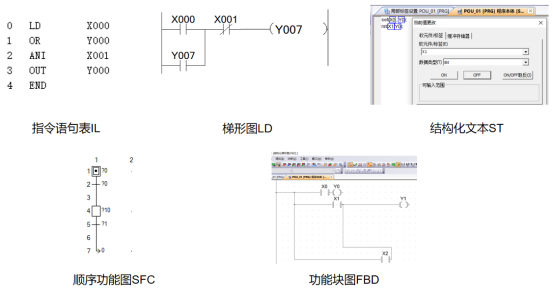
图2-1
(2)顺序控制
所谓的顺序控制就是按照控制的要求步骤一步一步执行,当前的控制工作没作完之前,程序是不会进行第二步的动作,一定要等当前的工作做完了以后,再接通第二步工作的信号,才执行的工作,这就是顺序控制。如图2-2,在执行第一步的工作的时候,当工作完成和条件满足后,才会执行第二步。同理,第二步工作完成和条件满足,才会执行第三步。以此类推。
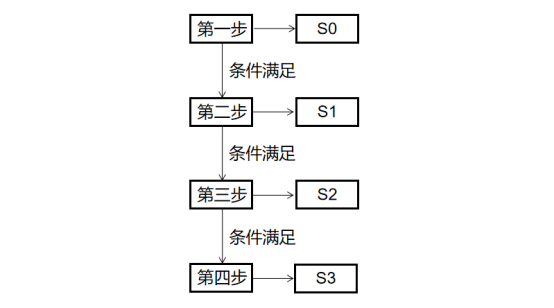
图2-2
(3)STL、RET使用注意事项
l 顺控开始后,如果有直接输出的线圈或指令,可以不用在前面加条件,直接输出。
l 直接输出的线圈或指令,必须放在STL指令的下面,不能随便放。
l 当程序跳转至下一个步骤之时,会把当前状态步(比如S0)复位,把输出线圈的状态也复位。但用置位指令不会复位,累计型的寄存器不会清零!
l 不同步骤可以使用相同名字的线圈,相互不会冲突。
l 避免S0状态步和其他状态步触发。
输入点 | 注释 | 输出点 | 注释 |
X0 | SB1起动按钮 | Y0 | KM0小车向左接触器 |
X1 | SQ1行程开关1 | Y1 | KM1小车向右接触器 |
X2 | SQ2行程开关2 | ||
X3 | SQ3行程开关3 |
主电路图如图3-1。主电路上使用QF1空气开关起切断主电源作用;电机M1接到L1、L2、L3上,通过交流接触器KM1和KM2分别控制电机的正转和反转。
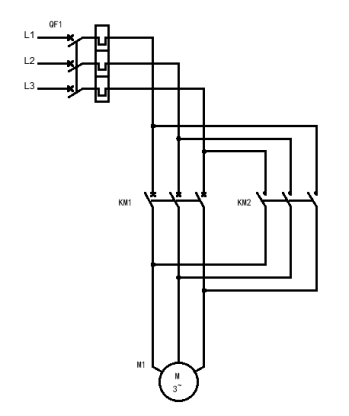
图3-1
PLC接线图3-2。火线和零线分别接到PLC的L和N;24V电源接PLC的S/S公共端。启动按钮常开接X0,另一端接电源0V;三个行程开关常开触点分别接在X1~X3,另一端全部接电源V0。空气开关QF2和QF3分别控制PLC的电源供电和输出负载电源供电;
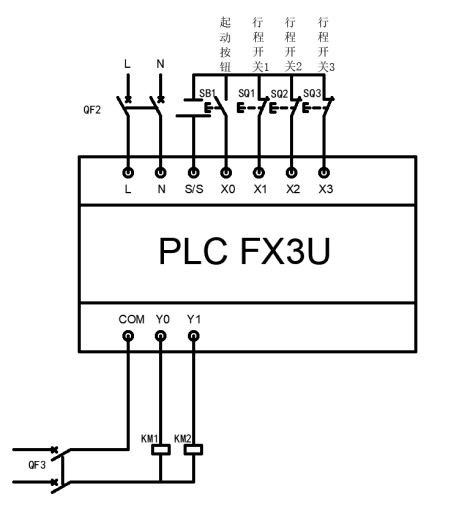
图3-2
1. 程序设计进入每个状态之前,需要先置位状态步。如图3-3、3-4,SET S0进入S0状态。S0状态的程序由STL S0指令开始,以下的程序为S0状态步的程序。若要进入S1步,SET S1即可进入S1步。结束状态步可以使用RST S4,跳出S4的状态步。在*后的状态步下使用RET且只需要一条,整个步进梯形图结束。
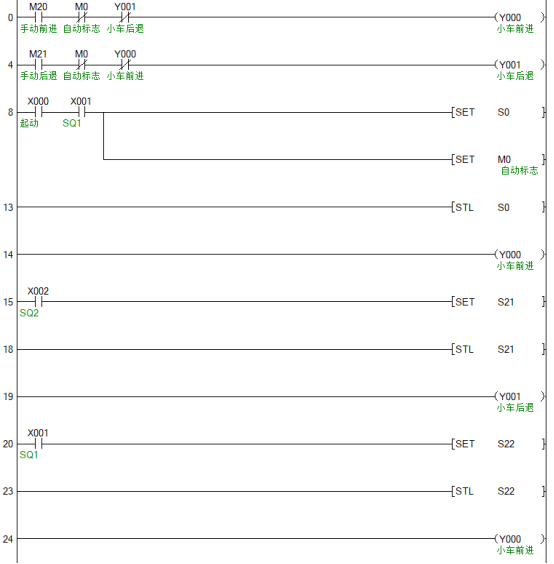
图3-3
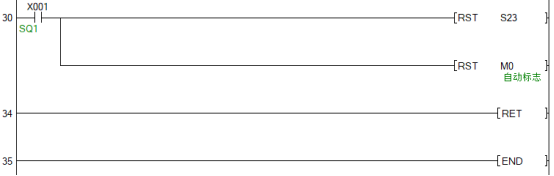
图3-4
2. 程序调试手动模式:
当未启动自动模式时,闭合M20常开触点,小车前进;闭合M21常开触点,小车后退。
起动自动模式:
在原点SQ1,X001常开触点闭合;按下SB1按钮,X000常开触点闭合SET S0,进入S0开始状态Y000输出,小车前进;当小车触碰SQ2行程开关,X002常开触点闭合SET S21,进入S21状态Y001输出,小车后退;当小车触碰SQ1行程开关,X001常开触点闭合SET S22,进入S22状态Y000输出,小车前进;当小车触碰SQ3行程开关,X003常开触点闭合SET S23,进入S3状态Y001输出,小车后退;当小车触碰SQ1行程开关,X001常开触点闭合RST S23,复位S4状态Y000不输出,小车停止;
辽源西门子S7-400模块代理商 辽源西门子S7-400模块代理商